電 話:0515-88491458
傳 真:0515-88490233
聯系人:孫 超
手 機:13605102362
Hotmail:Jason@ycxd.com
網 址:www.yixiuya.cn
地 址:江蘇省鹽城市鹽都區郭猛鎮人民東路1號
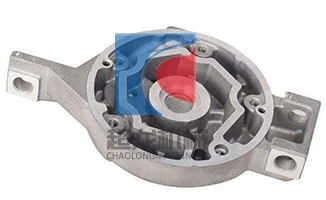
生鐵鑄件造型時,先在模板上掩蓋一層塑料薄膜,用真空泵抽氣,使薄膜緊貼在模板上,然后套上砂箱,再往砂箱中充填造型資料,經震實刮平之后,用塑料薄膜掩蓋砂箱頂面,接通真空泵吸出砂粒間的空氣,使砂型內構成負壓,一起撤消模板真空,讓塑料薄膜轉而吸附在鑄型內腔面上,砂型靠壓力差的效果具有必定的強度和硬度。經起模、合箱、澆注、凝結冷卻后撤消負壓,即可得到所需鑄件。
生鐵鑄件鑄造工藝即依據生鐵鑄件的結構、分量和尺度巨細,鑄造合金特性和生產條件,挑選適宜的分型面和造型、造芯辦法,合理設置鑄造筋、冷鐵、冒口和澆注體系等,以確保取得優良鑄件。工藝操作:要擬定合理的生鐵鑄件的工藝操作規程,進步全體的技術水平,使工藝規程得到正確施行。
進行規劃時,除了要依據工作條件和金屬資料性能來確認鑄件幾許形狀、尺度巨細外,還須從鑄造合金和鑄造工藝特性的視點來考慮規劃的合理性,即顯著的尺度效應和凝結、縮短、應力等問題,以防止或削減鑄件的成分偏析、變形、開裂等缺點的發生。
 備案號:蘇ICP備15042911號
備案號:蘇ICP備15042911號